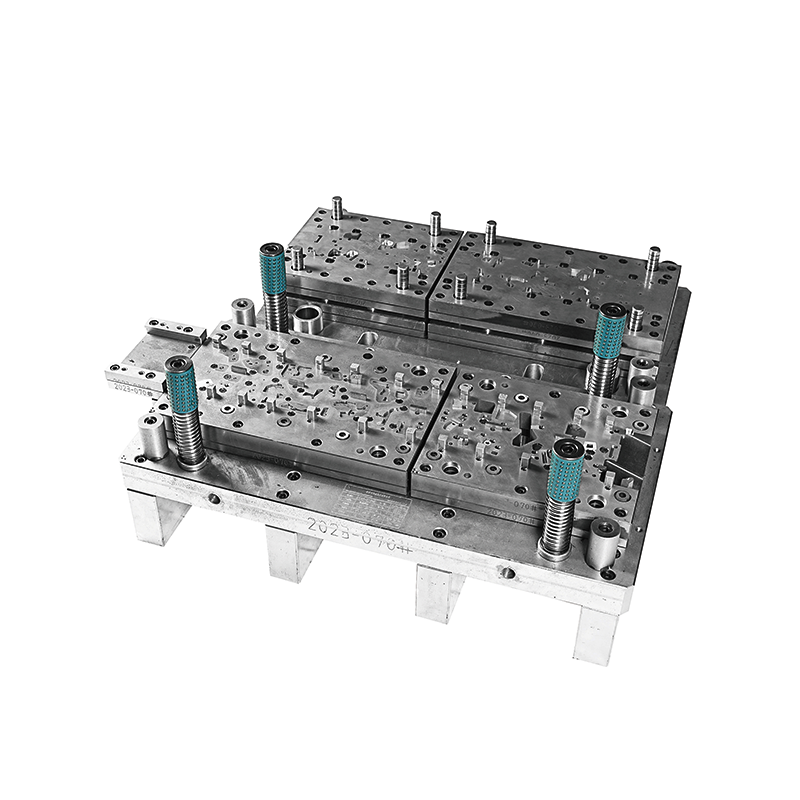
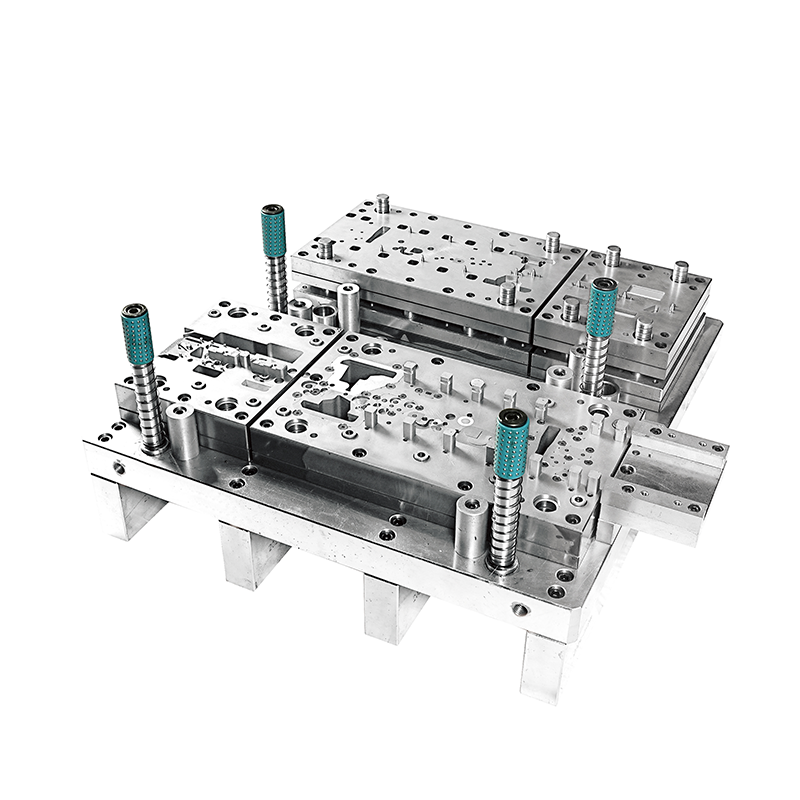
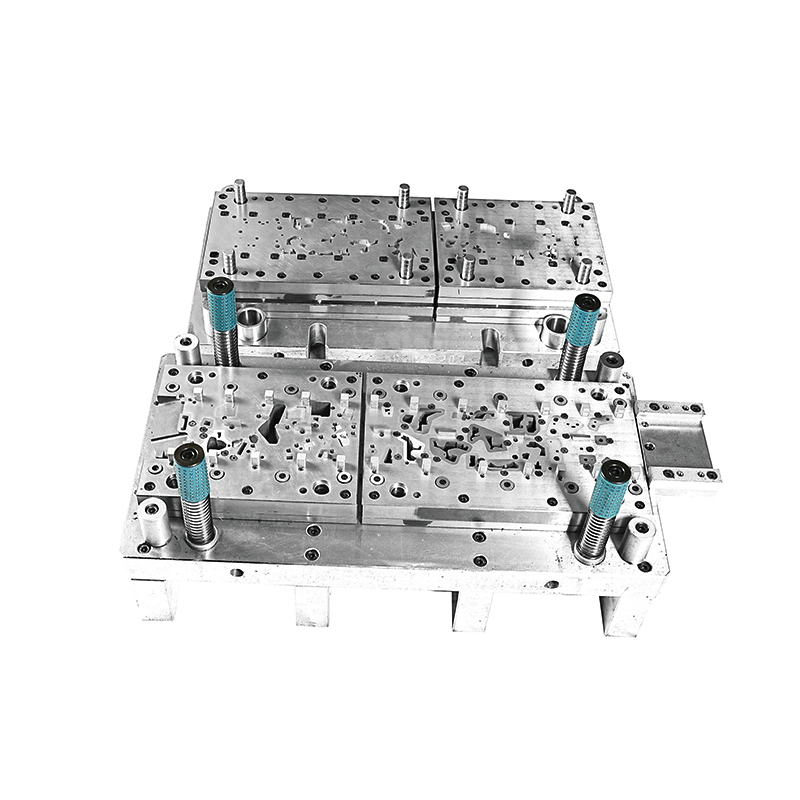
Beskrivelse
Ignitor pressestøbte dele henviser til forskellige metaldele, der bruges i ignitorer gennem presseprocessen.
Funktioner
Høj præcision: Dimensionelle nøjagtighedskrav for ignitor pressestøbte dele er høje, især for nøgledelene såsom elektrodforsamlinger. Lave dimensionelle afvigelser kan føre til problemer såsom utilstrækkelig tændingsenergi og ukorrekt tændingsposition, hvilket påvirker den normale drift af tænderen.
God elektrisk og termisk ledningsevne: For elektrodforsamlinger og forbundne dele kræves god elektrisk ledningsevne for at sikre, at strømmen kan overføres effektivt og at der genereres tilstrækkelige elektriske sprøjt. Samtidig skal disse dele have god termisk ledningsevne for at forhindre, at varmen fra tændingsprocessen påvirker andre dele, og de skal kunne afsløre varme i tide.
Modstand mod høj temperatur og korrosion: Den elektriske tændingsanlæg vil generere høj temperatur under drift og kan muligvis blive udsat for nogle korrosive gasser eller væsker. Derfor skal presningsdele have modstand mod høj temperatur og korrosion for at sikre, at de stadig kan opretholde god ydelse og en lang levetid i strenge arbejdsmiljøer.
Materiale
Metallige legeringer: De metallegeirger, der hyppigt bruges til fremstilling af presningsdele til tændingsanlæg, omfatter kobberlegeirger, aluminiumlegeirger og rostfri stål. Kobberlegeiring har god elektrisk og termisk ledningsevne og er egnet til elektrodmonteringer og forbundelsesdele; Aluminiumlegeiring har karakteristika som let vigt, høj styrke og korrosionsmodstand og bruges ofte til fremstilling af tændingshuse og nogle ikke-kritiske strukturelle komponenter; Rostfri stål har fremragende korrosions- og højtemperaturmodstand og er egnet til tændingskomponenter med høje miljøkrav.
Specielle materialer: I nogle højydelseforbrændere kan specielle metalmaterialer som tungstyk og molibdæn bruges. Disse materialer har højere smeltepunkter og bedre højtemperatursresistens, kan udholde højere forbrændingsenergi og mere strenge arbejdsbetingelser, og anvendes ofte til fremstilling af nøgletal som højydelseforbrændingselektroder.
Fremstillingsproces
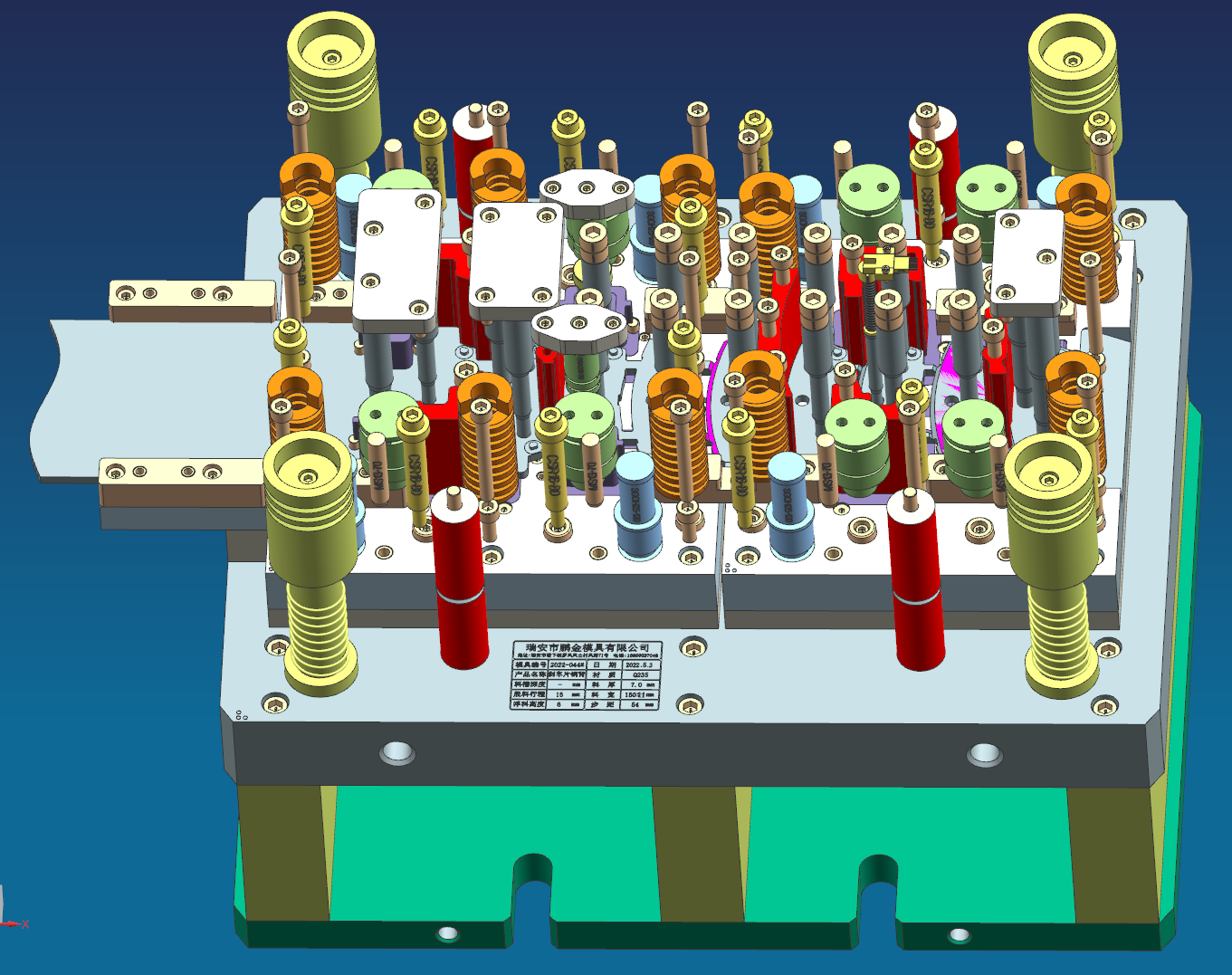
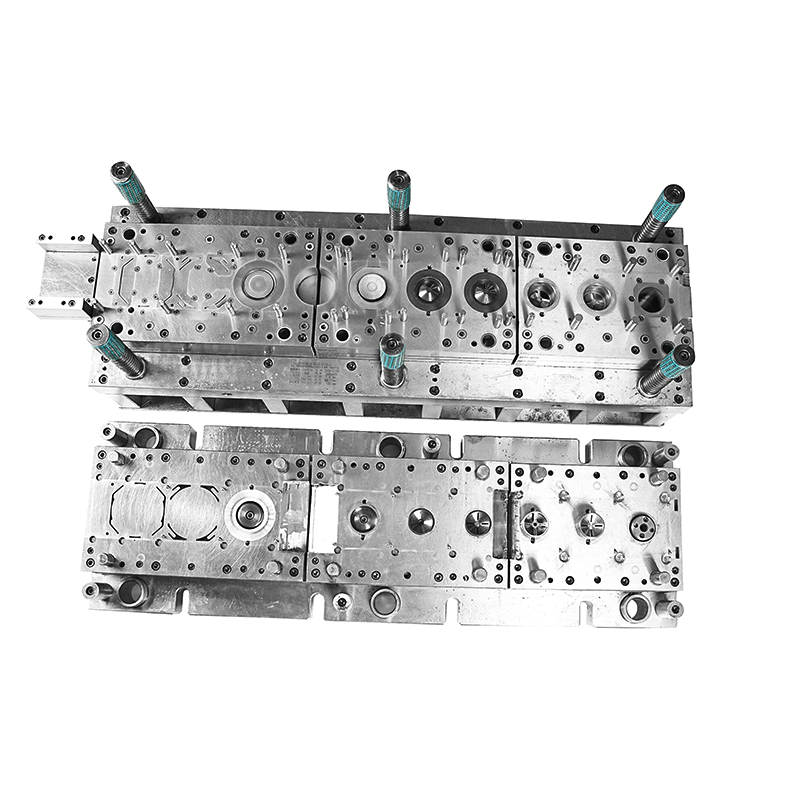
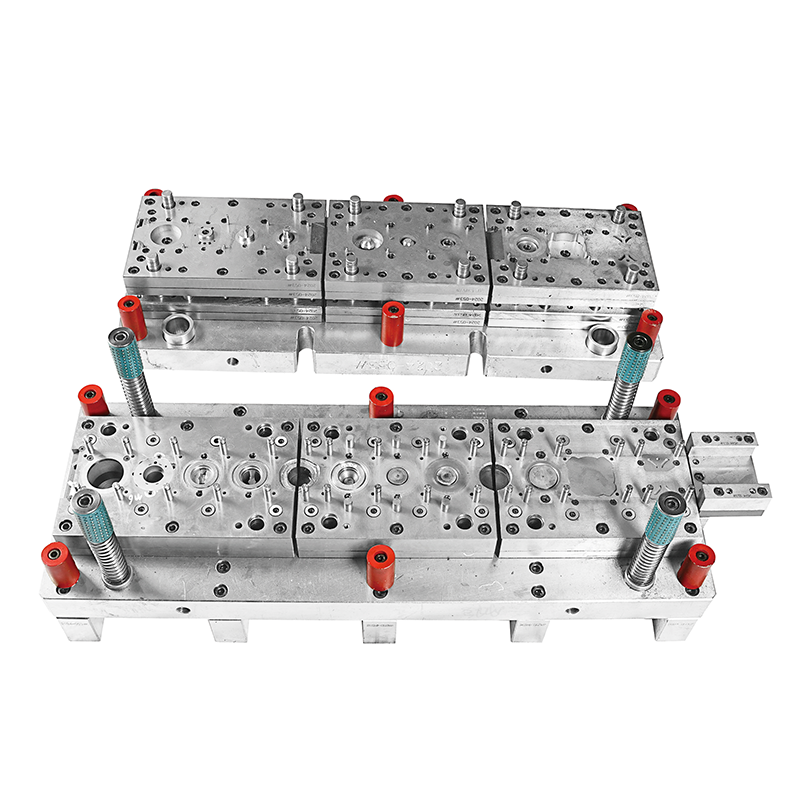
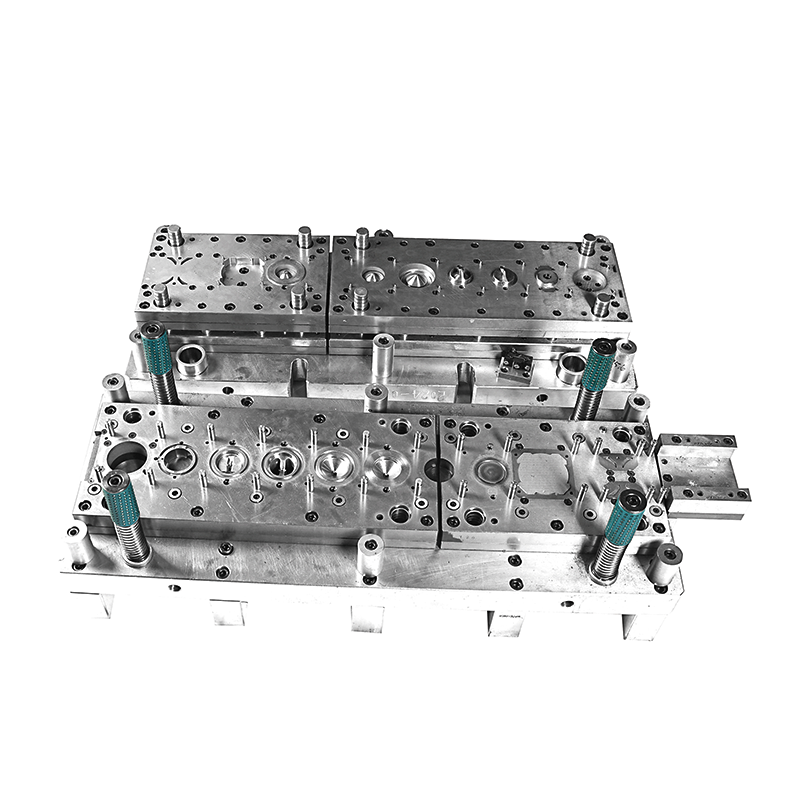
Formdesign og produktion: Ud fra designtegningerne for forbrænderens presningskomponenter bliver formen designet ved hjælp af CAD/CAM-teknologi, og derefter bliver præcise presningsformer fremstillet ved hjælp af præcisionsmaskineringsudstyr. Formens produktionsnøjagtighed bestemmer direkte presningskomponenternes dimensionsnøjagtighed og kvalitet.
Presseformning: Den valgte metallskive eller -tråd placeres i pressemaskinen, og tryk anvendes gennem pressemalen for at få metallægret til at undergå plastisk deformation for at opnå den ønskede form og størrelse. Presseprocessen kan omfatte flere processer som klipping, bøjning, strækning og hulstempning for at opfylde de komplekse former og strukturelle krav på komponenterne.
Overfladeforbehandling: For at forbedre ydeevnen og servicelevetiden af tænderepressekomponenterne behandles de ofte overfladen. Almindelige overfladeforbehandlingsprocesser inkluderer elektroplatering, nikkelplatering, kromplatering osv. Disse behandlinger kan forbedre korrosionsmodstanden, slipmodstanden og ledningsevne af komponenterne, samtidig med at deres udseende kvalitet forbedres. For nogle komponenter med særlige krav kan der også udføres kemisk platering, nitridering og andre behandlinger for at yderligere forbedre deres ydeevne.
Anvendelser
De hovedsaglige typer er: tændingshuse, elektrodeanordning m.m., bruges vidt om i bil og transport, medicin, landbrug, industri og andre områder
Ofte stillede spørgsmål
Q: Er du en fabrik eller handelsfirma?
S: Vi er en fabrik, der har produceret metalpresningskomponenter i mere end 15 år.
S: Hvad er jeres hovedprodukter?
S: Vi er et formvarerfirma, der hovedsagelig beskæftiger sig med udvikling, design, produktion og salg af formvarer, såsom automobilkomponenter, motorcykelkomponenter, hardwarekomponenter, elektriske komponenter og andre formvarerproduktion og produktpræning mv.
S: Hvad for overfladebehandling har I?
S: Dacromet, pulverlakkering, zinkplåtering, nikkelplåtering, tinplåtering, kobberplåtering, sølvplåtering, guldplåtering, anodering, salt spray test osv. Da vi fokuserer på præningsværktøjer og metalpræningskomponenter, udføres overfladebehandlingen via leverandører.
S: Kan jeg få eksempler?
A: Ja, prøveordre kan bruges til kvalitetsinspektion og markedsprøvering, og fragt vil blive indsamlet. Hvis det er en simpel prøve, vil vi ikke oplægge gebyr; hvis det er en OEM/ODM-prøve, vil vi oplægge prøvegebyrer.
Q: Hvad er den minimale ordremængde?
A: Når der er lager, er den minimale ordremængde 1000 stk.
Q: Hvornår er leveringstiden?
A: Produktionscyklen for presesværktøj er 20-50 dage, og standard presedele kan leveres 3 til 10 dage efter betaling. Hvis det er OEM eller produktion af værktøj, vil vi bekræfte leveringsdatoen med dig.
Spørgsmål: Hvad er jeres betalingsbetingelser?
A: Vi anbefaler en 50% T/T-depositum, og resten betales før afsendelse. Prøveomkostninger.
Q: Accepterer I OEM/ODM?
A: Ja. Vi har mere end 15 års erfaring med OEM/ODM.