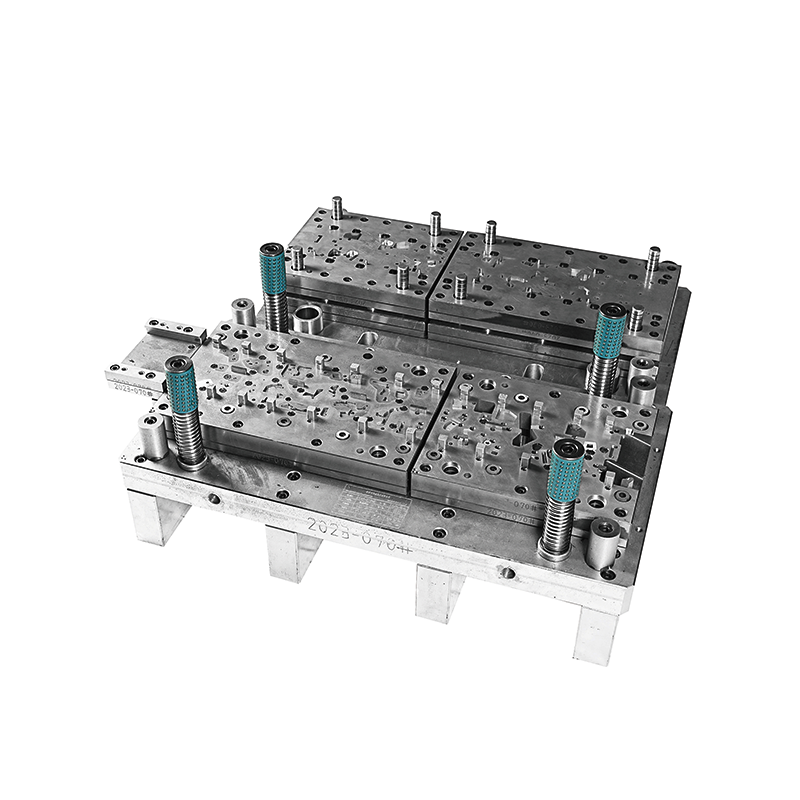
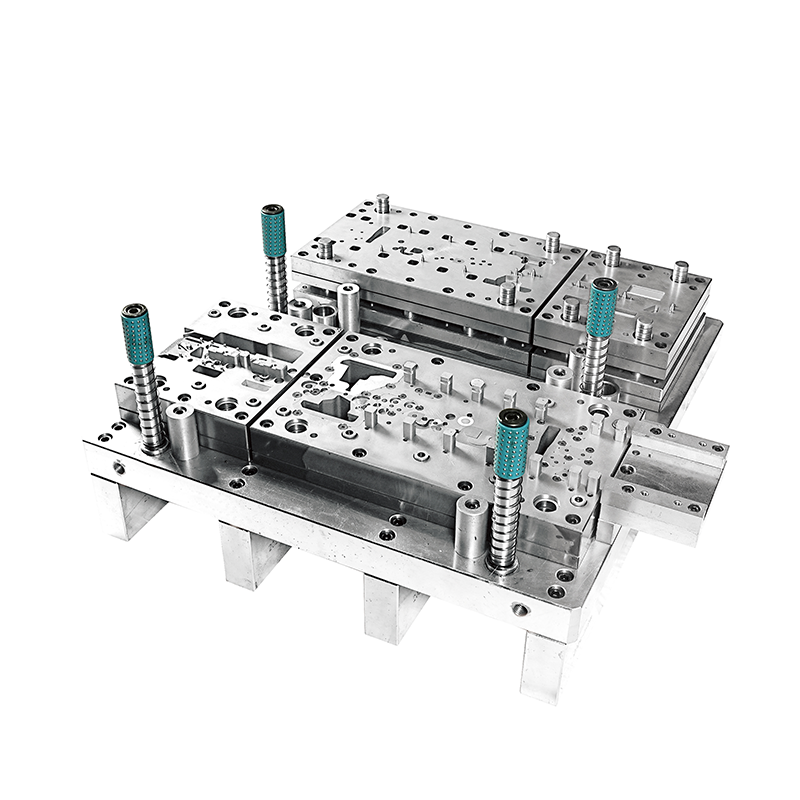
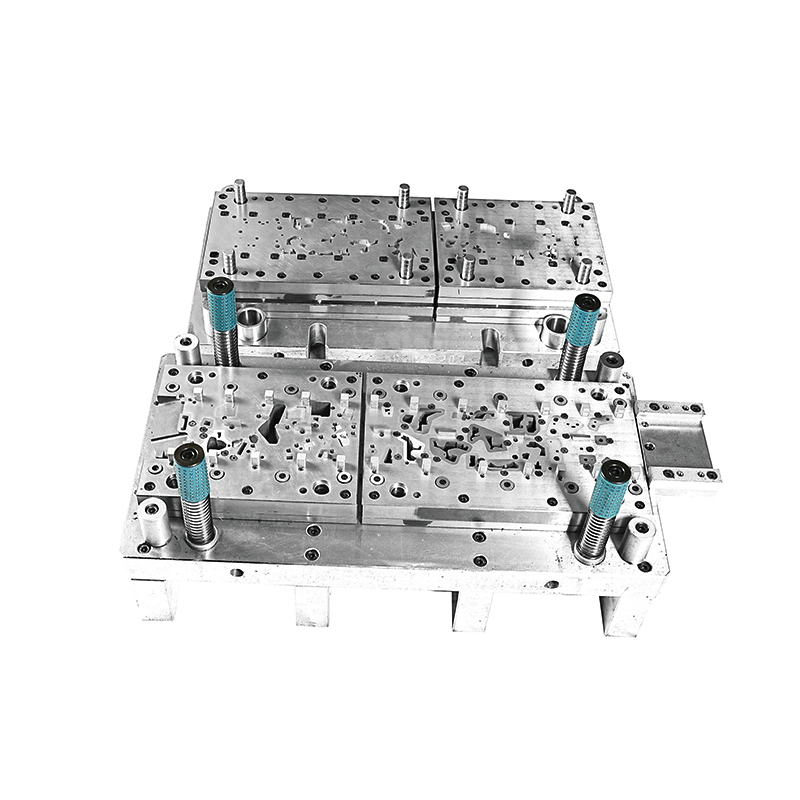
Kuvaus
Tulitimen puunosto-osat viittaavat erilaisiin metalliosiin, jotka käytetään tulittimissa puunostoprosessin kautta.
Ominaisuudet
Korkean tarkkuuden: Tulitimen puunosto-osioiden mitataulitusvaatimukset ovat korkeat, erityisesti avainosille kuten elektrodiyksiköille. Pienet mittavietykkeet saattavat johtaa ongelmiin, kuten riittämättömään tulitusalaiseen ja epätarkkaan tulitasoon, mikä vaikuttaa tulitimen normaaliin toimintaan.
Hyvä sähköjohtokyky ja lämpöjohtokyky: Elektrodiyksiköille ja yhdistäville osille tarvitaan hyvää sähköjohtokykyä varmistaakseen, että virta voidaan siirtää tehokkaasti ja riittävästi sähköiskuja tuotetaan. Samalla, jotta tuliprosessissa syntynyt lämpö ei vaikuta muihin osiin, nämä osat täytyy myös johtaa lämpöä hyvin ja pystyä hajottamaan sen ajoissa.
Korkean lämpötilan ja korrosioon vastustaminen: Tuliainekset tuottavat toiminnassa korkeaa lämpötilaa ja saattavat altistua joillekin korrosiivisille kaasupitoisille tai nesteen osalta. Siksi preesiosaosien on oltava korkean lämpötilan ja korrosionkestäviä, jotta ne voivat säilyttää hyvän suorituskyvyn ja pitkän käyttöelämän tiukissa työympäristöissä.
Materiaali
Metalliseoksia: Yleisimmin käytetyt metalliseokset tuliainepreesiosien valmistuksessa ovat koppariseokset, alumiiniseokset ja rostiton teräs. Kopariseosilla on hyvä sähkö- ja lämmönjohto, mikä tekee niistä sopivia elektrodikokoelmille ja yhdistäville osille; alumiiniseoksilla on ominaisuuksia kevyestä painosta, korkeasta vahvuudesta ja korrosionkestävyydestä, ja niitä käytetään usein tuliainehousujen ja jotkin ei-kriittisten rakenteellisten komponenttien valmistamiseen; rostiton teräsillä on erinomainen korrosionkestävyys ja korkean lämpötilan kestokyky, mikä tekee niistä sopivia tuliaineosille, jotka asetetaan korkeisiin ympäristövaatimuksiin.
Erityiset materiaalit: Joissakin korkean suorituskyvyn täpäröitsijöissä käytetään erikoismetallimateriaaleja, kuten tungstaania ja molibdaania. Nämä materiaalit ovat korkeampia hajoamispisteitä ja parempaa korkean lämpötilankestoa, mitkä mahdollistavat suuremman täpäröintienergian ja vaikeampien työolojen sietämisen, ja niitä käytetään usein korkean suorituskyvyn täpäröintielektroitten tärkeiden komponenttien valmistukseen.
Valmistusprosessi
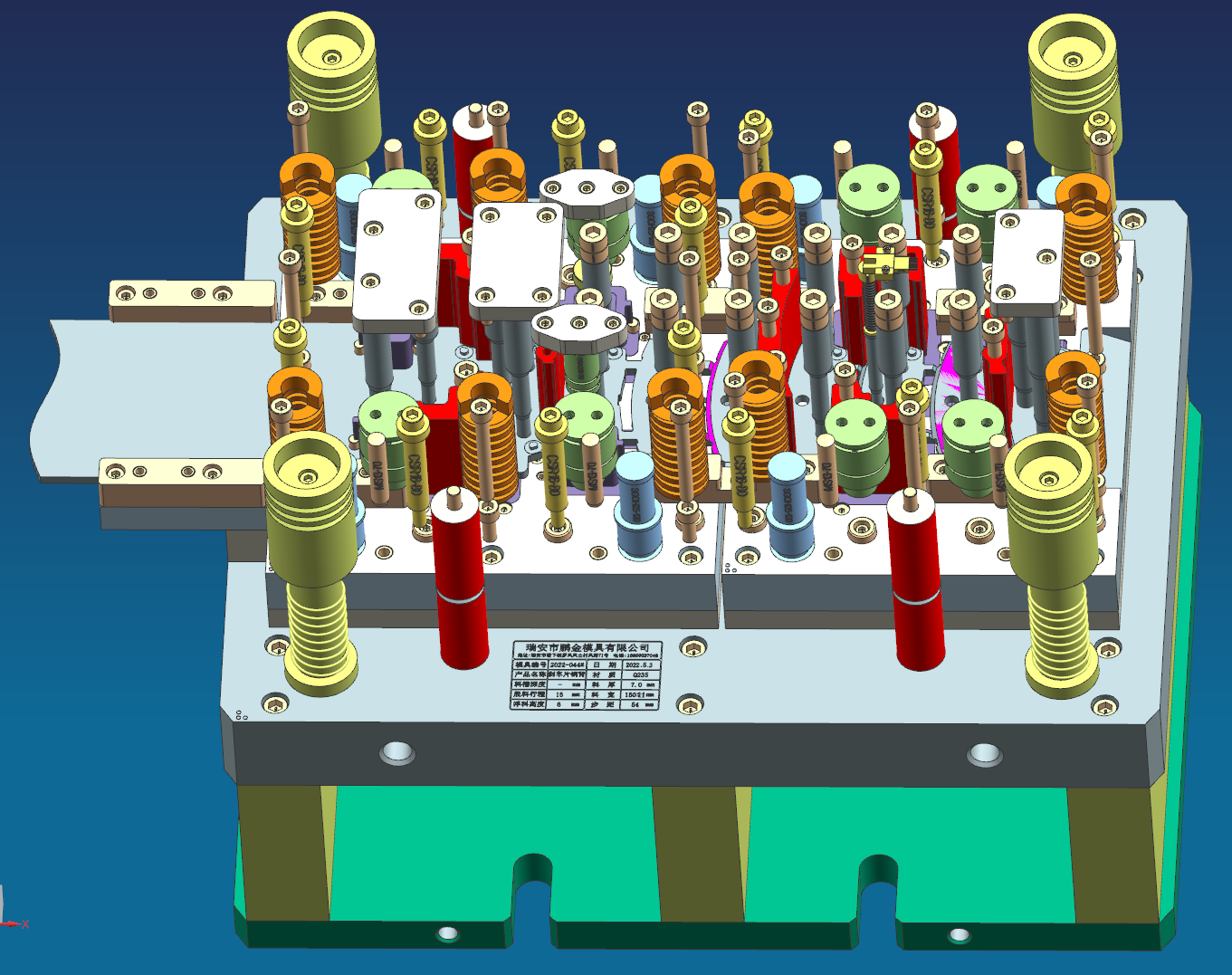
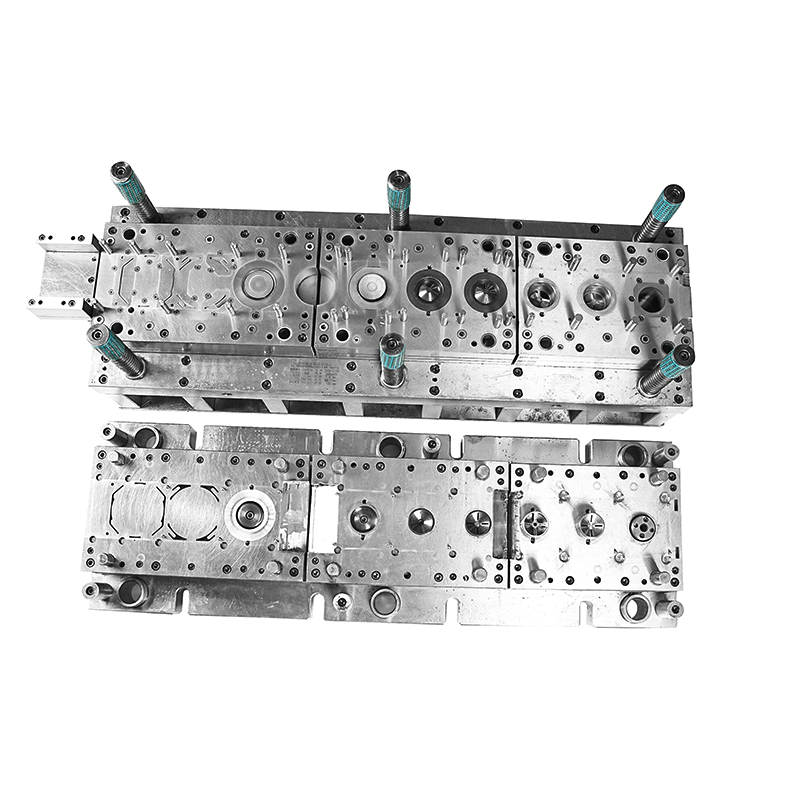
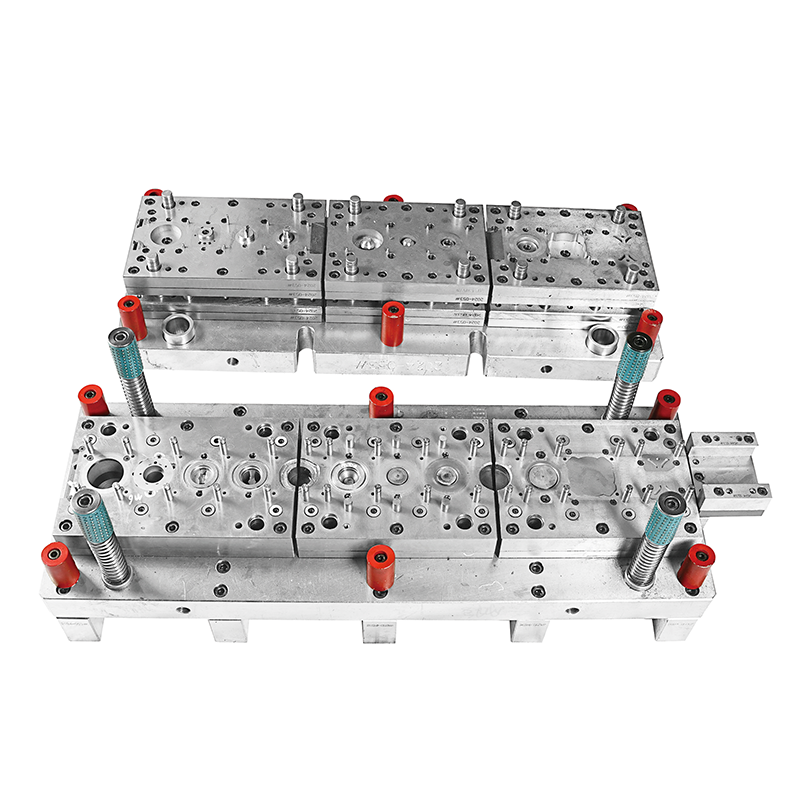
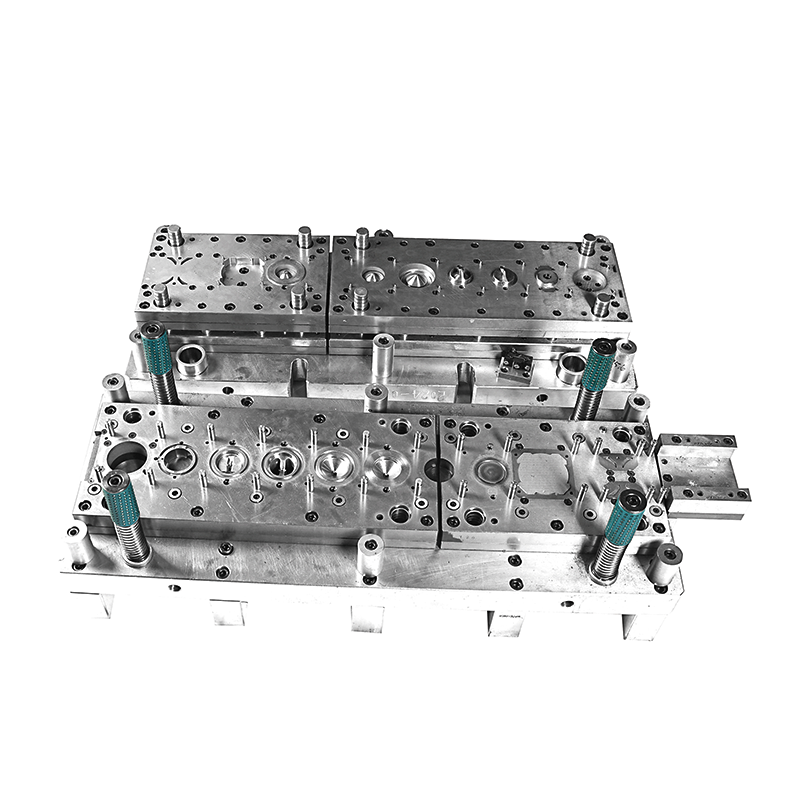
Mallin suunnittelu ja valmistus: Täpäröitsijän painosarjakomponenttien suunnittelukuvioihin perustuen malli suunnitellaan CAD/CAM-tekniikalla, ja sen jälkeen valmistetaan tarkkuuspaineputket tarkkuusmoottorilaitteistoilla. Mallin valmistustarkkuus määrää suoraan painosarjakomponenttien mitattoman tarkkuuden ja laadun.
Painotusmuovauksen muotoilu: Valittu metallilevy tai -kaape kevennetään painopressissä, ja painetta sovelletaan painomuovauksen kautta aiheuttaakseen metallimateriaalin muovautumisen saadakseen halutun muodon ja koon. Painotusprosessissa voi olla useita vaiheita, kuten leikkaus, kaarettelu, venytys ja purkaminen, joiden avulla saavutetaan osien monimutkaiset muodot ja rakenteelliset vaatimukset.
Pintakäsittely: Ignitorin painotusosien suorituskyvyn ja käyttöelämän parantamiseksi niitä yleensä pintakäsitellään. Yleisiä pintakäsittelymenetelmiä ovat sähköhimo, nikkelihimo ja kromihimo. Nämä käsittelyt parantavat osien korroosionkestosta, kuljetta ja johtavuutta sekä parantavat niiden ulkonäön laatua. Joillekin erityisvaatimuksia asettaville osille voidaan tehdä myös kemiallista himoa, nitroida tai muita käsittelyjä edistääkseen niiden suorituskykyä.
Sovellukset
Päätyypit ovat: päälämmityksen kuori, elektrodiyksikkö jne., joita käytetään laajasti autoteollisuudessa ja liikenteessä, terveydenhuollossa, maataloudessa ja teollisuudessa sekä muissa aloissa
UKK
K: Oletteko tehdas vai kauppayritys?
V: Olemme tehdas, joka on tuottanut metalli-painehtumat osia yli 15 vuoden ajan.
K: Mitkä ovat pääasialliset tuotteet?
A: Olemme moukkausyritys, joka keskittyy pääasiassa moukkauksen kehittämiseen, suunnitteluun, valmistukseen ja myyntiin, kuten auton osien, moottoripyörän osien, metalliosien, sähköisten osien ja muiden moukkauksien tuotantoon sekä tuotteiden painottamiseen jne.
K: Mitä pinta-osaustekniikoita tarjoatte?
A: Dacromet, pudelikoriste, sinkkipihattelu, nikkelipihattelu, tiihikattelu, kuparikattelu, hopeakattelu, kultakattelu, anodointi, suolapuutestaus jne. Koska keskittyämme painotuskalusteisiin ja metallipainotuksiin, pinta-osaus tehdään toimittajien kautta.
K: Voinko saada näyteitä?
A: Kyllä, näytepyyntöä voidaan käyttää laadun tarkastukseen ja markkinointitesteihin, ja kuljetusmaksat peritään. Jos kyseessä on yksinkertainen näyte, emme veloita; jos kyseessä on OEM/ODM-näyte, veloitamme näyteviennin.
K: Mikä on pienin tilausraja?
A: Kun varastossa on varaa, pienin tilausraja on 1000 kappaletta.
K: Milloin toimitusaika?
Vastaus: Paineleikkauksen valmistuskykene on 20-50 päivää, ja standardit paineosat voidaan toimittaa 3-10 päivän kuluttua maksun jälkeen. Jos kyseessä on OEM tai mouddien valmistus, vahvistamme toimitusaikakuvan kanssanne.
K: Mitkä ovat maksuehdot?
Vastaus: Suosittelemme 50 % T/T varautumista ja saldo maksetaan ennen lähetystä. Näytteen kustannukset.
Kysymys: Hyväksyttekö OEM/ODM?
Vastaus: Kyllä. Meillä on yli 15 vuotta OEM/ODM -kokemusta.