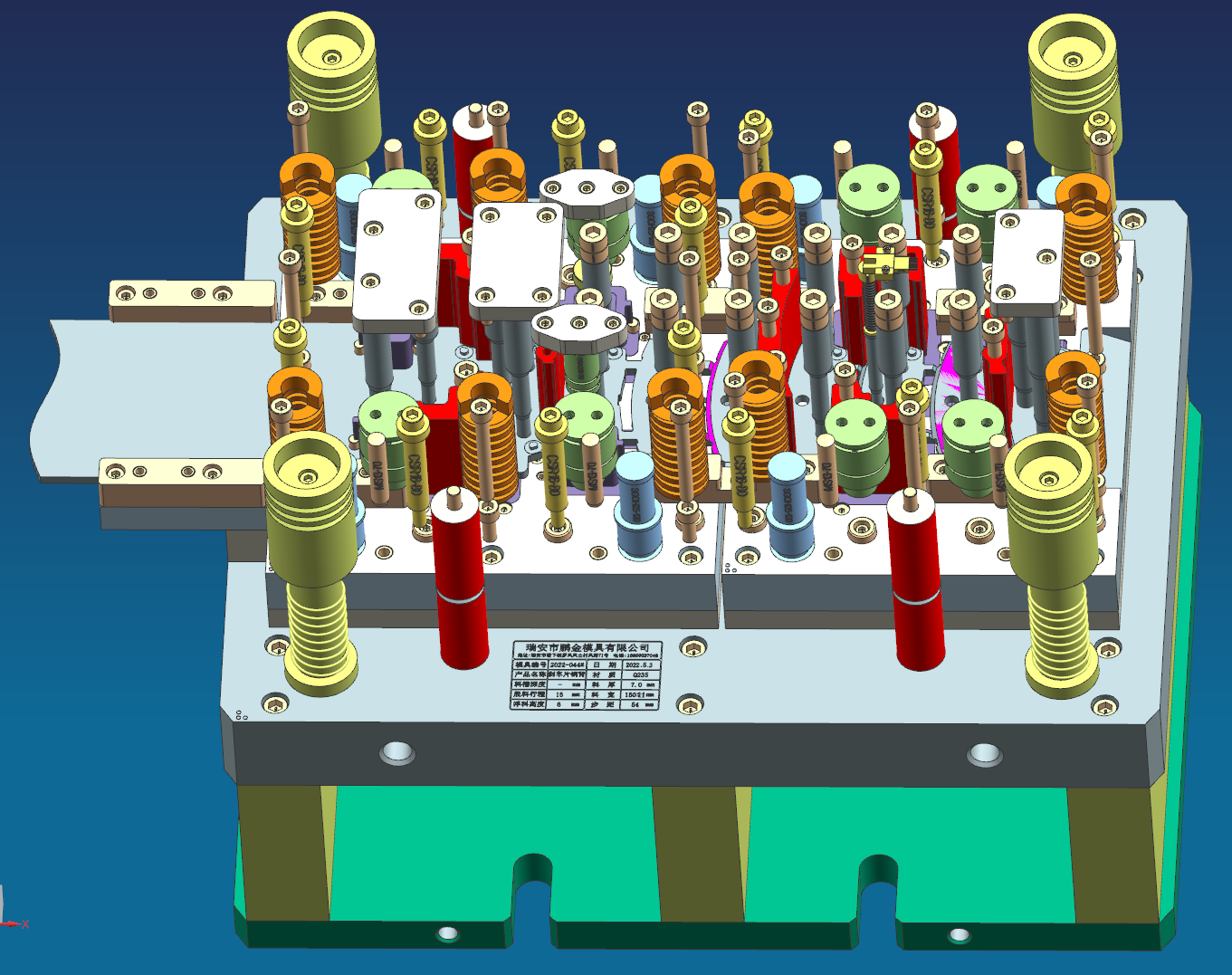
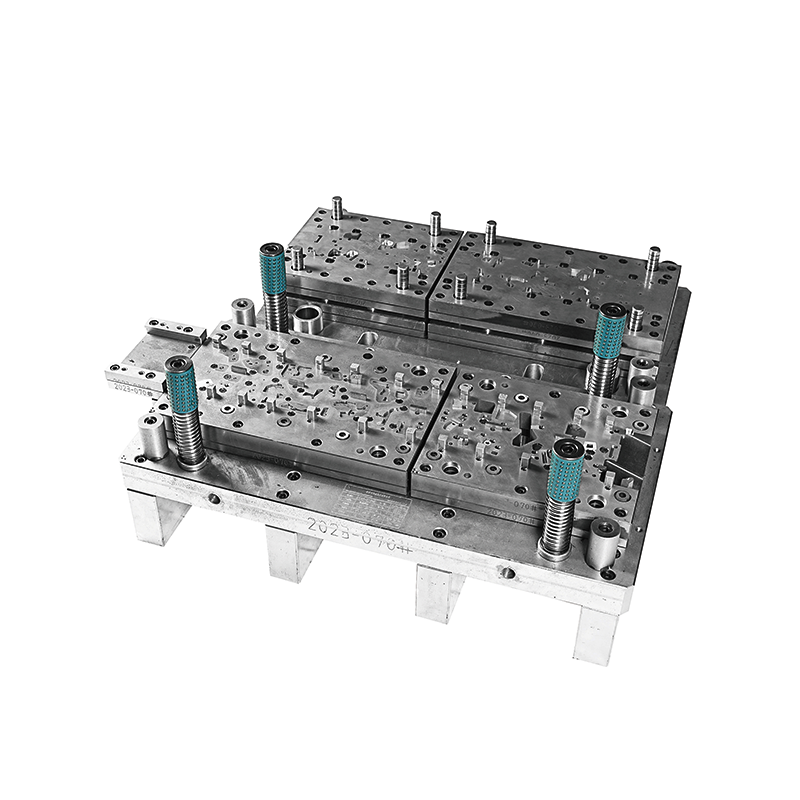
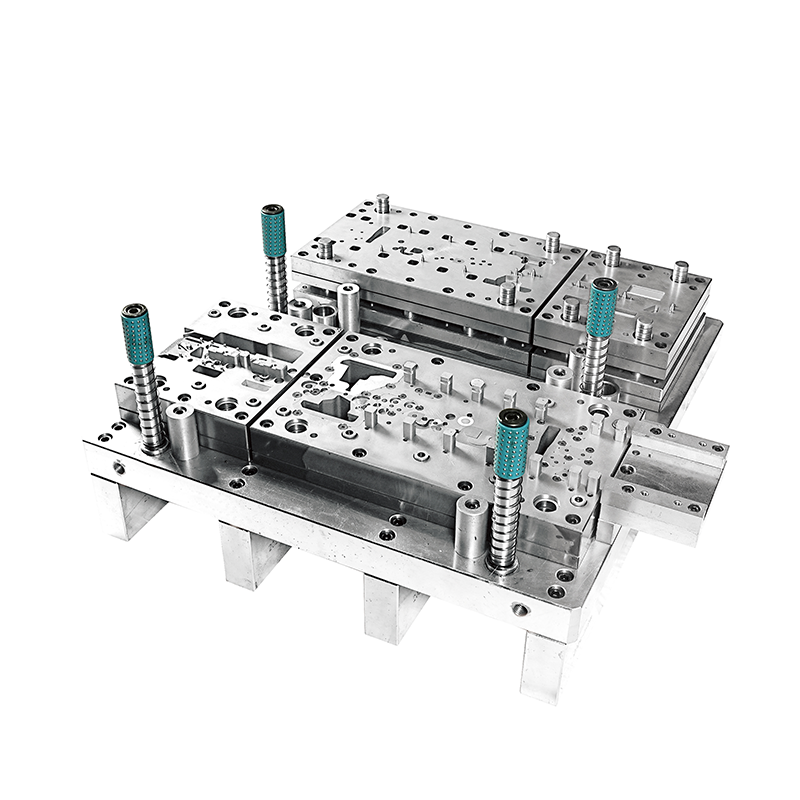
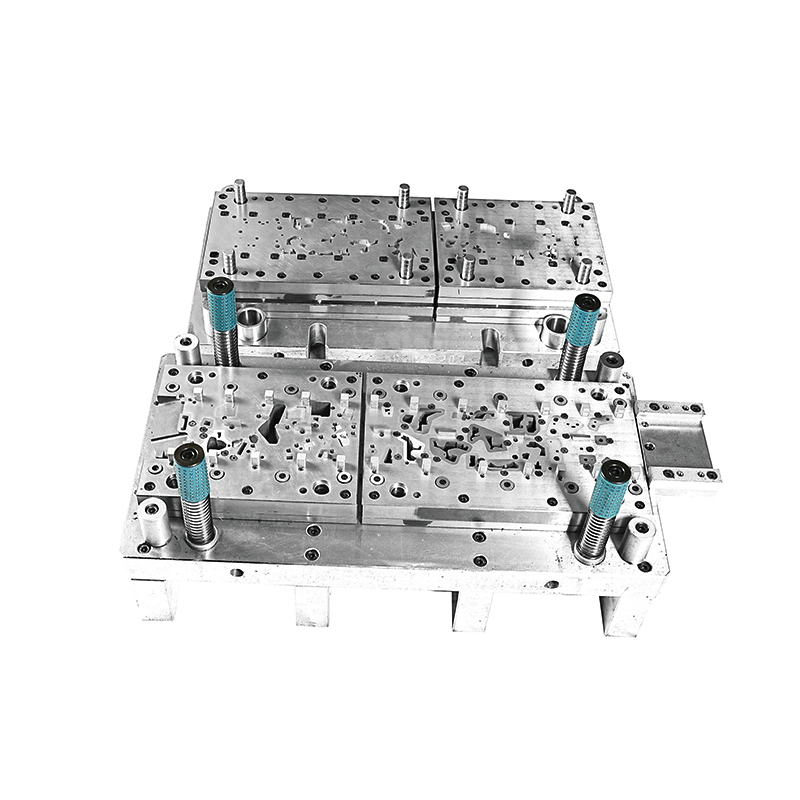
Описание
Детали тормозного штампа — это различные металлические детали, изготовленные методом штамповки в тормозной системе транспортных средств, таких как автомобили и мотоциклы, которые играют ключевую роль в обеспечении тормозной эффективности транспортных средств.
Особенности
Высокая прочность и износостойкость: детали тормозного штампа должны выдерживать огромное трение и ударные нагрузки при торможении транспортного средства, поэтому они должны иметь достаточную прочность и твердость, чтобы не деформироваться или повреждаться при частых тормозных операциях. При этом для обеспечения хорошей тормозной эффективности и длительного срока службы тормозные детали также должны обладать отличной износостойкостью и способностью поддерживать стабильный коэффициент трения в процессе длительного использования.
Хорошее отведение тепла: В процессе торможения выделяется большое количество тепла. Если оно не будет timely рассеиваться, это может вызвать слишком высокую температуру тормозной системы, что приведет к снижению тормозной эффективности и даже к аварийным ситуациям. Поэтому многие тормозные штампованные детали проектируются с специальными конструкциями для отвода тепла, такими как вентиляционные отверстия и канавки для отвода тепла на тормозном диске. Эти конструкции создаются с помощью технологического процесса штамповки, что эффективно увеличивает площадь отведения тепла и повышает эффективность охлаждения.
Высокая точность и хорошая размерная стабильность: Требования к размерной точности и допускам по форме и положению тормозных штампованных деталей очень строгие, чтобы обеспечить точное совпадение с другими частями системы тормозов. Например, плоскостность и пределы толщины тормозного диска, а также точность диаметра отверстия под поршень тормозного суппорта напрямую влияют на производительность и надежность тормозной системы. В процессе производства технология штамповки может обеспечить высокую размерную точность и хорошую размерную стабильность деталей для соответствия требованиям сборки тормозной системы.
Материал
Чугун: Это распространенный материал для производства тормозных дисков и барабанов. Он обладает преимуществами высокой прочности, хорошего износоустойчивости, сильной термической стабильности и низкой стоимости. Графитовый компонент в чугуне помогает улучшить износостойкость материала и его самосмазывание. При этом хорошая теплопроводность чугуна также способствует отведению тепла при торможении.
Алюминиевый сплав: Благодаря своей легкости и высокой прочности, алюминиевые сплавы широко применяются в производстве тормозных суппортов и других деталей. Использование материалов из алюминиевых сплавов может эффективно снизить неподрессоренную массу автомобиля, улучшив управляемость и экономичность топлива. Кроме того, алюминиевые сплавы обладают хорошей коррозионной стойкостью и могут адаптироваться к различным суровым условиям эксплуатации.
Сталь: Некоторые тормозные штампованные детали с высокими требованиями к прочности и твердости, такие как металлическая задняя пластина тормозной колодки и опора суппорта, обычно изготавливаются из высокопрочной стали. После соответствующей термической обработки сталь может получить хорошую прочность, вязкость и износостойкость, что позволяет удовлетворить требования тормозной системы при различных рабочих условиях.
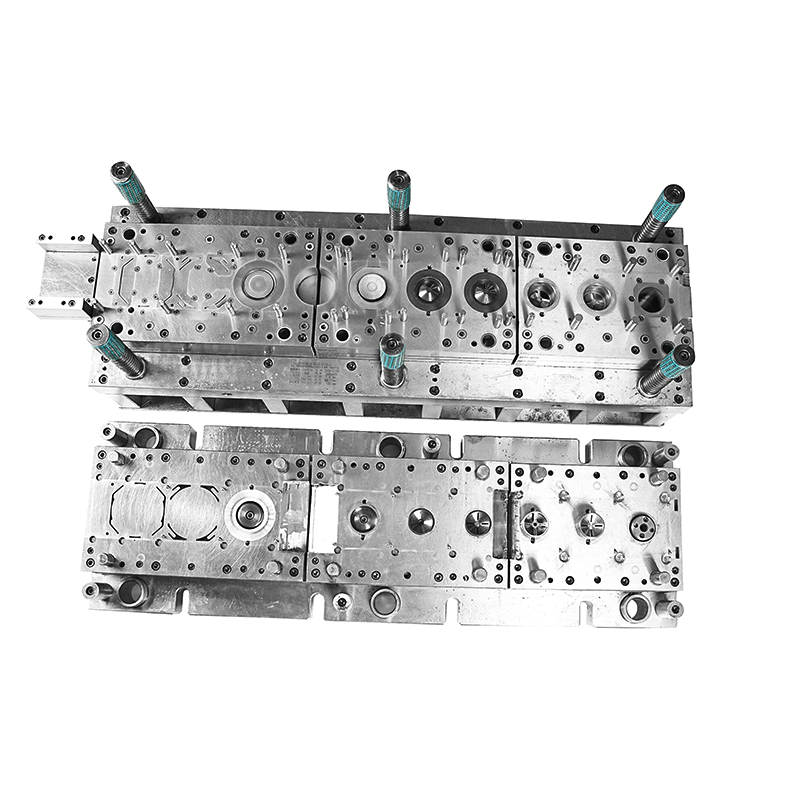
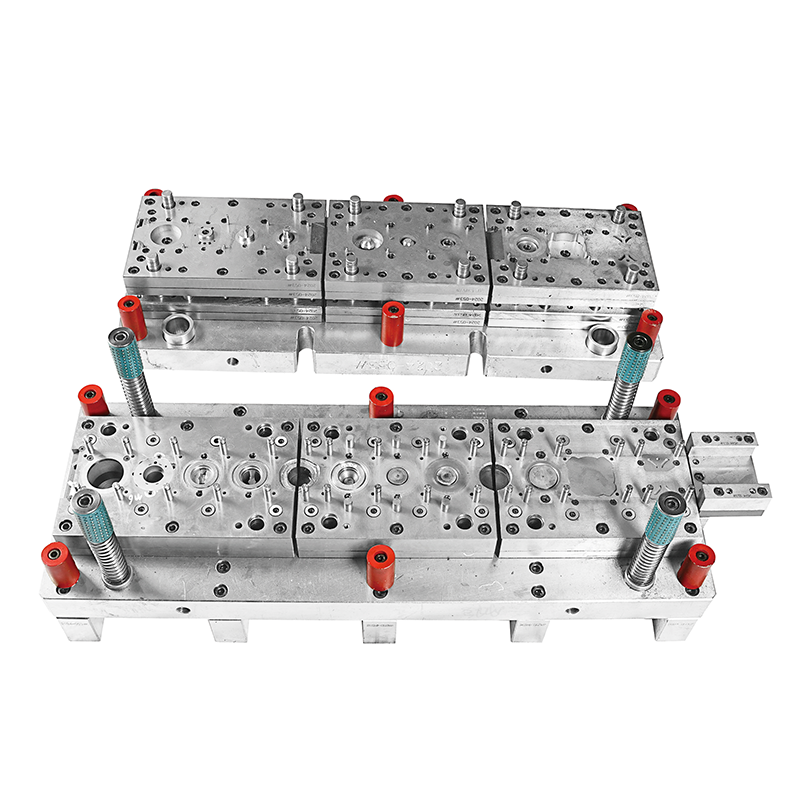
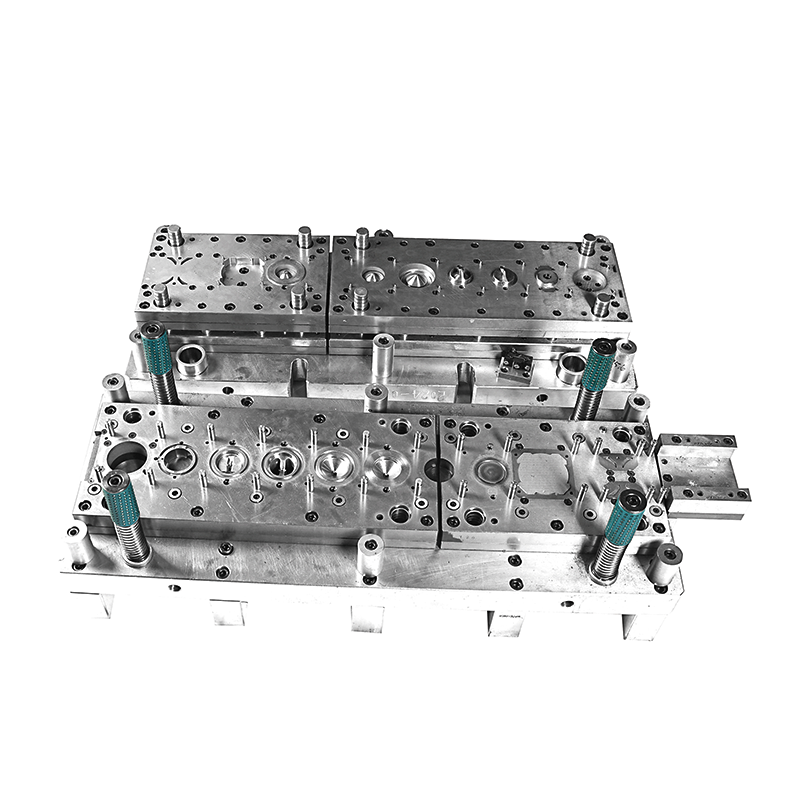
Процесс производства
Штамповка: Согласно чертежам штамповых тормозных деталей изготавливается соответствующая штамповая форма. Листовой металл или рулон подается в штамповочный пресс, и через форму на лист подается давление, заставляющее его пластически деформироваться для получения необходимой формы и размера. Процесс штамповки может включать вырубку, вырезку, гибку, вытяжку и другие процессы. Например, при производстве тормозного диска сначала через процесс вырубки вырезается форма диска, затем через процесс вырубки обрабатываются установочные отверстия и отверстия для охлаждения. Наконец, кромка тормозного диска обрабатывается через процесс вытяжки или обжима для увеличения его прочности и устойчивости.
Обработка поверхности: Для повышения коррозионной стойкости, износостойкости и качества внешнего вида тормозных штампованных деталей обычно требуется обработка поверхности. Общие методы поверхностной обработки включают электроосаждение, напыление, фосфатирование и т.д. Электроосаждение может покрыть поверхность детали слоем металла, такого как цинк, никель и другие, для улучшения её коррозионной стойкости; напыление может сформировать органическое покрытие на поверхности детали для защиты и декорирования; фосфатирование может сформировать фосфатную защитную плёнку на металлической поверхности для повышения её износостойкости и коррозионной стойкости, а также облегчить последующую окраску или смазку.
Применения
Основные типы включают: тормозные диски, тормозные колодки, тормозные суппорты и т.д., широко применяются в автомобилях, мотоциклах, промышленном оборудовании и других областях.
Часто задаваемые вопросы
В: Вы фабрика или торговая компания?
Ответ: Мы — завод, который производит металлические штампованные детали более 15 лет.
Вопрос: Какие у вас основные продукты?
Ответ: мы — компания по производству форм,主要从事 разработкой, дизайном, производством и продажей форм, таких как автомобильные детали, мотоциклетные детали, металлические детали, электронные компоненты и других форм для производства и штамповки продуктов и т.д.
Вопрос: Какую поверхностную обработку вы предлагаете?
Ответ: Дакромет, порошковая окраска, цинкование, никелирование, оловянное покрытие, медное покрытие, серебрение, золочение, анодирование, тест на соль-туман и т.д. Поскольку мы специализируемся на инструментах для штамповки и металлических штампованных деталях, поверхностная обработка выполняется через поставщиков.
Q: Могу ли я получить образцы?
A: Да, пробный заказ может использоваться для проверки качества и тестирования рынка, а доставка будет оплачиваться получателем. Если это простой образец, мы не будем взимать плату; если это образец OEM/ODM, мы будем взимать плату за образцы.
Q: Какова минимальная партия заказа?
A: Когда есть товар на складе, минимальная партия заказа составляет 1000 штук.
В: Каков срок доставки?
A: Цикл производства штампующей оснастки составляет 20-50 дней, а стандартные штампованные детали могут быть доставлены через 3-10 дней после оплаты. Если это OEM или изготовление форм, мы подтвердим с вами сроки поставки.
Q: Каковы ваши условия оплаты?
A: Мы рекомендуем внести депозит T/T в размере 50% и оплатить остаток перед отгрузкой. Стоимость образцов.
Q: Принимаете ли вы OEM/ODM заказы?
A: Да. У нас более 15 лет опыта в области OEM/ODM.